



产品应用/ Apply
公司证书/ Certi
行业新闻
当前位置:首页 -> 行业新闻PVC注塑制品的气孔问题,轻松搞定
作者: 发布时间:2017/5/9 9:35:36 浏览次数:4581
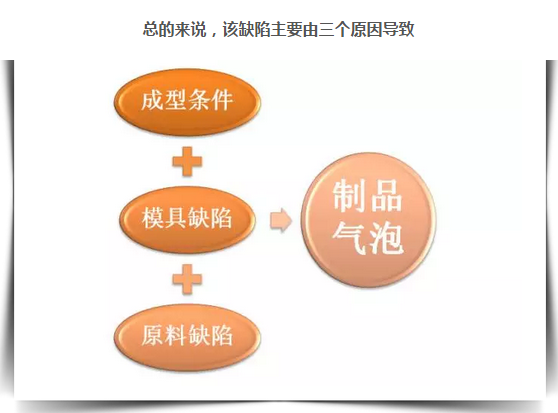
一、成型条件控制不当
注射压力太低、速度太快、时间和周期太短、加料量过多或过少、保压不足、冷却不均匀或冷却不足、以及料温及模温控制不当,都会引起塑件内产生气泡。
详细而言,高速注射时,模具内的气体来不及排出,导致熔料内残留气体太多,对此,应适当降低注射速度。不过,如果速度降得太多,注射压力太低,则难以将熔料内的气体排尽,很容易产生气泡以及凹陷和欠注,因此,调整注射速度和压力时应特别慎重。
此外,可通过调节注射和保压时间,改善冷却条件,控制加料量等方法避免产生气泡及真空泡。如果塑件的冷却条件较差,可将塑件脱模后立即放入热水中缓冷,使其内外冷却速度趋于一致。
在控制模具温度和熔料温度时,应注意温度不能太高,否则会引起熔料降聚分解,产生大量气体或过量收缩,形成气泡或缩孔;若温度太低,又会造成充料压实不足,塑件内部容易产生空隙,形成气泡。
一般情况下,应将熔料温度控制得略为低一些,模具温度控制得略为高一些。在这样的工艺条件下,既不容易产生大量的气体,又不容易产生缩孔。在控制料筒温度时,供料段的温度不能太高,否则会产生回流返料引起气泡。
二、模具缺陷
如果模具的浇口位置不正确或浇口截面太小,主流道和分流道长而狭窄,流道内有贮气死角或模具排气不良,都会引起气泡或真空。因此,应首先确定模具缺陷是否产生气泡及真空泡的主要原因。然后,针对具体情况,调整模具的结构参数,特别是浇口位置应设置在塑件的厚壁处。
选择浇口形式时,由于直接浇口产生真空孔的现象比较突出,应尽量避免选用,这是由于保压结束后,型腔中的压力比浇口前方的压力高,若此时直接浇口处的熔料尚未冻结,就会发生熔料倒流现象,使塑件内部形成孔洞。在浇口形式无法改变的情况下,可通过延长保压时间,加大供料量,减小浇口锥度等方法进行调节。
浇口截面不能太小,尤其是同时成型几个形状不同的塑件时,必须注意各浇口的大小要与塑件重量成比例,否则,较大的塑件容易产生气泡。
此外,应缩短和加宽细长狭窄的流道,消除流道中的贮气死角,排除模具排气不良的故障。设计模具时,应尽量避免塑件形体上有特厚部分或厚薄悬殊太大。
三、原料不符合使用要求
如果模具的浇口位置不正确或浇口截面太小,主流道和分流道长而狭窄,流道内有贮气死角或模具排气不良,都会引起气泡或真空。因此,应首先确定模具缺陷是否产生气泡及真空泡的主要原因。然后,针对具体情况,调整模具的结构参数,特别是浇口位置应设置在塑件的厚壁处。
选择浇口形式时,由于直接浇口产生真空孔的现象比较突出,应尽量避免选用,这是由于保压结束后,型腔中的压力比浇口前方的压力高,若此时直接浇口处的熔料尚未冻结,就会发生熔料倒流现象,使塑件内部形成孔洞。在浇口形式无法改变的情况下,可通过延长保压时间,加大供料量,减小浇口锥度等方法进行调节。
浇口截面不能太小,尤其是同时成型几个形状不同的塑件时,必须注意各浇口的大小要与塑件重量成比例,否则,较大的塑件容易产生气泡。
此外,应缩短和加宽细长狭窄的流道,消除流道中的贮气死角,排除模具排气不良的故障。设计模具时,应尽量避免塑件形体上有特厚部分或厚薄悬殊太大。
文章标题:PVC注塑制品的气孔问题,轻松搞定
本文地址:http://www.dggso.com/news/409.html
本文来源:广东光塑科技股份有限公司
版权所有 ©2013 广东光塑科技股份有限公司 粤ICP备13074258号-1 Link:www.dggso.com 由驿铭网络提供网络技术支持
地址:广东省江门市蓬江区江杜西路245号6栋厂房 电话:0750-3678112 传真:0750-3687112 全国统一客服热线:400-8080-850
